

What You’ll Learn 🛠️
Identify static, couple, and dynamic unbalance, and understand when to use single‑plane vs. dual‑plane balancing
Set up channel configuration in DewesoftX: acceleration sensors, angle/Tacho inputs, sample rates based on RPM and orders
Perform a single‑plane balancing procedure: record initial run, add trial weight, interpret vector diagrams, calculate correction mass and angle
Execute dual‑plane balancing: conduct simultaneous correction on two planes for long or slender rotors
Choose optimal vibration metric (acceleration, velocity, displacement), leveraging Dewesoft’s dual‑core tech for enhanced dynamic range
Apply run‑through workflow with DewesoftX Balancing plugin: guided initial, trial, and correction runs with visual instrument feedback
Use vector analysis tools: phase and amplitude vector computations, select proper correction angles, and repeat corrections
Analyze, validate, and export balancing results: widget graphs, data logs, and reports for documentation and quality assurance
Course overview
This course guides you through balancing rotating machinery with DewesoftX’s dedicated module. You’ll start by understanding types of unbalance—static (single heavy spot), couple (two opposed masses), and dynamic (combined)—and learn when single‑plane or dual‑plane balancing is needed, based on rotor geometry and operational speed.
Next, the course clearly explains setup steps: mounting acceleration sensors on bearing housings, connecting a Tacho, and configuring the plugin’s sample rate based on RPM and highest harmonic order (e.g., 32nd) . In guided procedures, you’ll perform initial vibration run-ups, add a known trial weight, and use vector diagrams within DewesoftX to compute correction mass and angle for unbalance removal.
The training covers both single- and dual-plane techniques—where dual-plane allows balancing in two separate angular positions to correct more complex unbalance patterns. It emphasizes correct measurement parameters (velocity preferred), leveraging Dewesoft’s dual-core acquisition to capture high dynamic range signals effectively.
Throughout the course, DewesoftX’s Balancing plugin provides intuitive instrument views that guide through each step: initial run, trial mass placement, and correction calculation. You’ll learn to interpret vector lengths and phases, apply corrections, rerun measurements, and finally validate that vibration has been minimized.
In conclusion, the course teaches exporting measurement and balancing results through widget screens, data logs, and PDF reports—ideal for quality control and maintenance documentation. Post‑completion, you’ll be ready to confidently balance rotors using DewesoftX, ensuring smoother operations and extended machinery life.
Introduction to single and dual plane balancing
Balanced rotors are essential for most types of rotating machinery. Unbalance generates high vibrations, which can cause material defects and reduce the lifetime of components. In most cases, rotor unbalance is the primary source of vibration, and it is related to the first order (i.e., the rotational frequency).
We assume that we are considering so-called rigid rotors, which is true for nearly all practical cases. This means that the operating speed of the machine is below 70% of its first resonance frequency. The resonance frequency represents the critical speed, where structural resonances produce heavy vibrations. At resonance, the phase changes rapidly, making it impossible to obtain a correct measurement.


The goal of balancing is to minimize vibrations related to the first order. The procedure works as follows: first, we measure the initial state; then, we add a trial weight of known mass, calculate the position and mass of a counterweight, remove the trial weight, and finally, place the calculated counterweight on the opposite side to cancel out the imbalance.
When an unbalance exists, the first order (rotational frequency) is clearly visible. As shown in the example below, the rotor exhibits an uneven mass distribution.


A correction weight is added (or material is removed) on the opposite side to cancel out the majority of the imbalance. This procedure can then be repeated until satisfactory results are achieved.


Single and dual-plane balancing
Depending on the machinery, single-plane or dual-plane balancing may be used. The choice generally depends on two factors: the ratio of the rotor’s length (L) to its diameter (D), and the rotor’s operating speed. As a general rule of thumb, refer to the table shown below.


The procedure for single-plane and dual-plane balancing differs depending on the chosen method. The basic steps are as follows:
initial run
trial run
correction run(s)
Needed equipment
1 (for a single plane) or 2 (for dual-plane) acceleration sensors
1 Angle sensor – used to measure RPM and absolute angular position. Therefore, the angle sensor must have a zero pulse. Examples include a rotary encoder with A, B, Z signals, an optical tacho probe with a reflective sticker, an inductive probe, or a CDM with zero.
Step-by-step balancing procedure
The first step of the balancing procedure is to perform an initial run. The machine must be brought up to its operating speed, and the vibration velocity is measured. The vibration amplitude and phase angle together form a vector that represents the rotor’s original unbalance. The length of this vector corresponds to the vibration amplitude, and its direction is determined by the phase angle.


The second step is to add a trial mass. The trial mass has a known weight and is fixed at a known radius and arbitrary angular position on the rotor. The machine is again brought up to operational speed, and the new vibration velocity and phase angle are measured. These values represent the combined effect of the initial unbalance and the trial mass.


The tips of vectors V₀ and V₁ are connected by a third vector, Vₜ, which indicates the direction from V₀ to V₁. This vector represents the effect of the trial mass alone. A vector is then drawn parallel to Vₜ, with the same amplitude and direction, but starting at the origin.
In the opposite direction to V₀, there is a vector V_c, which represents the position and magnitude of the mass required to counteract the original unbalance.


Assuming that the vibration amplitude is proportional to the unbalance mass, we obtain an expression that allows us to determine the value of the compensating mass (M_COMP).
The position of the compensating mass relative to the trial mass can be determined from the vector diagram. At this point, we have sufficient information to construct the vector diagram, with vector lengths proportional to the measured vibration velocity levels.


The procedure in Dewesoft is guided by a visual control instrument. The flowcharts below illustrate the routines for single-plane and dual-plane balancing.
Single plane balancing procedure


Dual plane balancing procedure
By adding the correction weights for both planes simultaneously, one additional step can be eliminated.


Balancing parameters
A frequency analysis of the vibration signal also helps guide the selection of the most appropriate parameter for measuring vibration. Vibration can be measured in terms of:
acceleration,
velocity,
displacement.
The three curves have different slopes, but the peaks in the spectrum occur at the same frequencies in each case. Each curve contains the same information about the vibration levels, but the way this information is presented differs considerably.
The parameter selected for vibration measurement is usually the one with the flattest curve (i.e., the most horizontally aligned spectrum). This parameter requires the smallest dynamic range in the measuring instruments, resulting in a higher signal-to-noise ratio. The parameter with the flattest curve is velocity, which is also the parameter most frequently used.
The advantage of Dewesoft’s dual-core technology is its wide dynamic range, allowing it to detect very small or very high vibrations simultaneously. Therefore, there is no need to select the parameter with the smallest dynamic range when performing balancing using Dewesoft equipment. However, velocity remains the most commonly chosen parameter because it is referenced in most standards.


Static, couple and dynamic unbalance
Unbalance is a result of uneven distribution of mass, which causes the machine to vibrate. The vibration is produced by the interaction of an unbalanced mass component with the radial acceleration due to the rotation, which together generates a centrifugal force. Since the components rotate, also the force rotates and tries to move the rotor along the line of action of the force.
Static unbalance


Couple unbalance
A couple of unbalances may be found in a rotor whose diameter is less than 7 to 10 times its width. In the case of a cylinder, it is possible to have two equal masses placed symmetrically about the center of gravity, but positioned at 180° from each other. The rotor is in static balance (there is no eccentricity of the center of gravity), but when the rotor turns, the two masses cause a shift in the inertia axis, so that it is no longer aligned with the rotation axis, leading to strong vibrations.
The unbalance can only be corrected by taking vibration measurements with the rotor turning and adding correction masses in two planes. Couple unbalance rotor is stationary, the end masses balance each other. However, when it rotates, a strong unbalance is experienced.


Dynamic unbalance
Dynamic unbalance is a combination of static and couple unbalance and is the most common type of unbalance found in rotors. To correct dynamic unbalance, vibration measurements must be taken while the machine is running, and balancing masses should be added in two planes.


Channel setup in Dewesoft
The channel setup of the plugin in Dewesoft is very intuitive and easy to use.
The plugin is divided into the following sections:
Vibration inputs for planes – Here, you select your acceleration sensors. They should be mounted close to the shaft (e.g., on the bearing).
Balancing settings – Specify the method of balancing (single or dual plane) and the operating speed of the machine.
Tacho input – A speed sensor with a zero pulse is required (e.g., encoder, tacho probe with 1 pulse/rev, CDM with zero, etc.).
Output channels – Provides a quick preview of the signals (time domain of the first order and speed), which is useful for checking if the tacho input is functioning correctly.


Balancing measurement screen
Once you have set up the balancing module in the channel setup, an automatically generated display called Balancing will appear in Measure mode.


It is essentially a visual control instrument (the RotorBalancer) that guides you step by step through the procedure. At the top, you can see the current step along with an explanation of the required action. On the right, there are interactive buttons: Back, Next, and Measure.
The table displaying the names of runs, vibration amplitude, angle, and RPM is initially empty and fills with results after each step. The polar plot on the left shows the vibration levels (amplitude and angle) for each run. The unit depends on the input, with mm/s, mm/s², or g being the most commonly used.
The graph showing the correction angle on the right is helpful when mounting the correction mass.
In the right column, system characteristics and the overall unbalance are displayed. The correction weight and angle are also shown here.
Dual plane balancing example
Let’s go through a practical measurement example on a machine. Here, we will demonstrate a dual-plane balancing procedure on a grinding machine. The planes have been modified for demonstration purposes, allowing us to mount screws as unbalance, trial, or correction weights.
A 360-pulse encoder is installed on one side, and two acceleration sensors are mounted—one on the left bearing and one on the right bearing (only one is shown in the photo)—and connected to a SIRIUS measurement instrument.


In the channel setup of the balancing plugin, we need to specify the acceleration sensors for both planes (Plane 1 and Plane 2) and select the "dual-plane" procedure.


The machine is asynchronous and will run at approximately 3000 rpm. The procedure will be performed following the dual-plane step-by-step method.
Initial run
Some weights have previously been mounted at random angular positions to simulate a larger unbalance. Other than that, the machine is left unmodified, and we simply start it. Once the operating speed is reached, click on Measure.
The button will change to a Stop button with running dots, indicating that the measurement is in progress. After the measurement is complete, the button will revert to Measure, allowing you to repeat the measurement if needed.




Trial 1
Now we need to mount the trial weights sequentially, starting with Plane #1.
We attach a screw of known mass at a random position. Be sure to mark this position, as it will serve as the reference angle (0°) for the correction mass in subsequent steps.
Next, enter the mass of the trial weight.


Start the machine and perform the Trial 1 measurement.
Note the red warning below, which indicates that a larger trial weight will produce a better result. In our example, the difference between measurements with and without the trial weight is too small, so we need to mount a larger trial mass.


Trial 2
Stop the machine, remove Trial Weight #1, and mount a known trial weight on Plane #2. Then, enter the mass in the plugin.




After the measurement, we can already see the calculated correction weights on the right side.
Plane 1: 0,599 g at 101,2°
Plane 2: 2,487 g at 345,4°
When you click Next, a draft of the correction weight positions will be displayed. The trial weight position is set at 0°, and the angle is considered positive in the direction of rotation.

Correction run
Now remove trial weight #2 before continuing.
Next, mount the correction weights and start the measurement.
In our example, the results for both planes have improved: the first run vector has a smaller amplitude than the initial run vector. The correction worked better for the first plane, so a second corrective run would be needed.
In our example the result for both planes has been improved, the 1.run vector has a smaller amplitude than the Initial run vector. Actually, it worked better for the first plane, so we would have to go for a second corrective run.


The weights for the next run are already suggested. As you can see, the mass is significantly lower and should decrease further with each subsequent run.
Additional options for balancing
View options
The Show Names in Graph option, as seen in previous screenshots, adds labels to the vectors of each run (e.g., Initial Run, Trial, 1st Run, Current).


To check whether the amplitude and phase are stable at the operational speed, it may be helpful to trace the current vector over changes in RPM. This can be done by selecting Trace Current Measure.


Weight splitting
When you have a rotor or plane with a specific number of slots, blades, or holes where the weights can be mounted, it is often much easier to use the position numbers and split the weights accordingly, rather than relying on the absolute angle.
This can be done by selecting Divide Plane xx to xx from the properties. In our example, we have a plane with 24 holes, so we mount weights in positions 3 and 4.


Measure options
During the procedure, when you click the Measure button, the data is averaged over the time shown below (Automatically stop measuring after xx seconds).
To ensure that the measurement is always performed at the same RPM, you can additionally set a target value and a boundary.


Link multiple instances
Sometimes, when the amplitude and phase of the signal are not stable, you need to find a different location for mounting the sensor to obtain a better signal.
To save time, you can mount multiple sensors and measure them simultaneously, then decide which signal to use. The procedure remains the same, but you only need to operate one VC (Visual Control); all the other instruments will follow, naturally providing different results.


Therefore, in Measure mode, please check the Link options (located in the lower-left corner).
The Rotor Balancer Visual Control can be selected from the instrument toolbar in Design mode. The channels Speed and xxx/Time H1 must be assigned to it.


Which result should now be chosen for the correction?
The one where amplitude and phase are stable.
The one with the smallest influence vector.
The influence vector describes the relationship between changes in the vibration pattern and a specific mass change. 1 g/mm/s indicates that adding 1 g will change the first-order vibration level by 1 mm/s. If the influence vector is 0.5 g/mm/s, only 0.5 g is needed to achieve the same vibration change.
Therefore, we should continue balancing where a small trial mass produces a high vibration signal. This ensures that the unbalance is clearly visible on the structure and not damped. In our case, we should proceed where the influence vector is 0.5 g/mm/s.


Initialize with system characteristics
If balancing has already been performed on a particular shaft and the system characteristics are known, a trial weight run is not necessary. Instead, the system characteristic parameters can be entered manually to calculate the correction mass immediately.
This approach is useful if a shaft is balanced multiple times at regular intervals.
The system characteristics describe the relationship between mass and vibration.
If a previous setup was stored and then reloaded, the system characteristics are also retained in the balancing visual control. At this point, they can either be entered manually, or the RESET ALL VALUES option can be selected.


After that, the procedure will start in Enter Sys. Char.. After the initial run, instead of using a trial mass, the VC will automatically overwrite the previous system characteristics.


Acceleration to velocity calculation
In Dewesoft, it is possible to directly integrate acceleration to velocity in the channel setup. Simply activate the checkbox and set the appropriate filter (recommended: 4th order, 4 Hz). Due to the mathematical integration, a constant is added to the result, which must be filtered out. If the filter order is too high or the low-frequency setting is too low, a slow-moving offset may appear, even if there is no input signal. In this case, please adjust the filter properly and use an FFT to check for your lowest relevant frequency.


Removing mass
Instead of adding correction masses, mass can also be removed from the rotor (e.g., by grinding). You simply need to apply the correction on the opposite side (+180°).
Analyse the measurement data
During the entire process, all raw data is stored. See the orange curve below (vibration time-domain data) in the overview instrument. Additionally, when the data file is reloaded in Analyse mode, we will have the angle and mass data for all runs (initial, trial, and correction).
As expected, the last run has the smallest amplitude (i.e., fewer vibrations), which indicates that our rotor has been successfully balanced.


The RotorBalancer visual control displays the polar plot with the vectors of each run. In the table, you can see the correction masses and angles for each run.
Export widget data
After successfully balancing a rotor and collecting the data, you can export the data from all runs.
To do this, click on the RotorBalancer visual control element to activate it, then select Edit → Copy to Clipboard → Widget Data.
You can then paste the data, for example, into Excel, as shown below.


Balancing video
Please watch the following video for a clearer understanding of how the balancing procedure is performed using Dewesoft hardware and software.
Experimental evaluation of measurement results
Experimental evaluation of balance quality requirements is often carried out for mass production applications. Tests are commonly performed in situ. The permissible residual unbalance is determined by introducing various test unbalances successively in each correction plane, based on the most representative criterion (e.g., vibration, force, or noise caused by unbalance).
In two-plane balancing, if no tolerance planes are used, the different effects of unbalances with the same phase angle and those 180° apart must be taken into account.
The image below provides guidance on balance quality grades for rotors in a constant (rigid) state.


IIn the image below, the permissible residual specific unbalance is shown based on balance quality grade G and service speed n. The figure highlights commonly used areas (service speed and balance quality grade G), based on general experience.
The white area represents the generally used range, based on common practice.


Frequently asked questions
This section should help to find quick solutions for known problems.
Amplitude and phase not stable
The amplitude and phase must remain stable to obtain a reliable result. To verify this, you can use the “Trace current measure” option. The curve should be stable and not fluctuate at the operational speed. If it does fluctuate, several causes may be responsible.
Vibration signal is too small or noisy:
Please mount the accelerometer in a different position.RPM signal is not stable:
Check the tachometer signal and readjust the trigger level.Balancing near structural resonance:
Balancing is being performed close to, or at, the structural resonance frequency. When the operating speed is near the structure's resonance frequency, the phase can shift by 180°. If the first-order vibration falls on such a resonance, even a small frequency change (RPM change) will cause a large phase change.
In the example below, a modal test has been conducted on a structure. When the machine is operated at 50 Hz (3000 RPM), the amplitude and phase are stable, allowing for a reliable result. Compare this to the region around 300 Hz, where a large phase jump occurs, making it impossible to obtain a stable initial run vector.


Rotor balancer visual control not found
The visual control named “RotorBalancer.vc” must be located in the Addons folder of your Dewesoft X installation (e.g. D:\Dewesoft\Bin\X2\Addons).

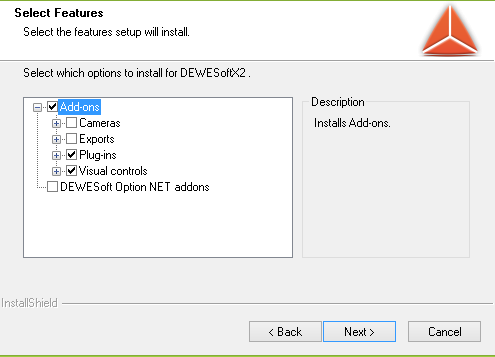
After you have ensured that the plugin exists in the correct folder, please go to Settings and select Register Plugins.
Page 1 of 14